
Picture this. You finally launch a product you’ve poured months into. And then it starts falling apart in the field. Defects creep in. Complaints flood your inbox. A recall lands, and suddenly it’s eating straight into your profits while your whole team scrambles to figure out what on earth went wrong.
Want to know the painful part? Most of those disasters trace back to a single root cause. Nobody planned for quality early enough.
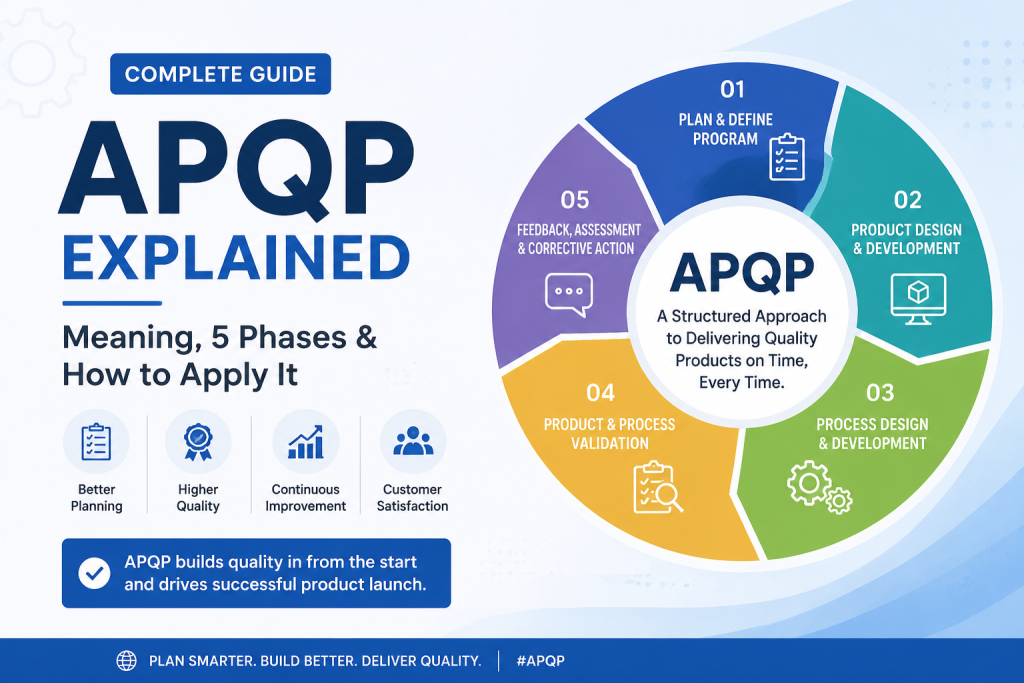
And that, right there, is the gap APQP was created to close. It’s a structured way of weaving quality into a product from the very first rough sketch, way before anything actually gets built. Pull it off properly and you catch the ugly problems while they’re still cheap to fix, instead of after they’ve shipped out to a thousand frustrated customers.
So if you source manufactured goods, deal with factories, or run any kind of serious product operation, getting your head around APQP hands you a real advantage. Let’s take it apart, bit by bit, and figure out what it actually means and how it plays out in the real world.
Table of Contents
| # | Topic | What You’ll Learn |
| 1 | What is APQP? | The meaning and origins |
| 2 | Why APQP Matters | The real benefits |
| 3 | The 5 Phases of APQP | Full breakdown |
| 4 | Phase 1: Plan and Define | Getting started right |
| 5 | Phase 2: Product Design | Designing for quality |
| 6 | Phase 3: Process Design | Building the process |
| 7 | Phase 4: Validation | Proving it works |
| 8 | Phase 5: Feedback | Continuous improvement |
| 9 | Core APQP Tools | The supporting toolkit |
| 10 | How to Apply APQP | Real-world implementation |
APQP Detailed Guide
What is APQP?
First things first. APQP stands for Advanced Product Quality Planning. Yeah, it’s a mouthful. But the thinking behind it is honestly a lot simpler than that clunky name lets on.
Strip it down and APQP is a structured framework for building products in a way that bakes quality right in from day one. Instead of waiting until the thing is finished and then poking around for defects, you plan for quality at every stage along the way. Design, process, production, the lot.
The whole thing was born in the car industry. Rewind to the late 1980s, when America’s big automakers, Ford, GM, and Chrysler, got together to cook up a shared quality-planning approach for their suppliers. Before that? Every automaker had its own tangled set of rules. APQP finally gave everybody one common playbook to work from.
These days it lives under the AIAG, the Automotive Industry Action Group, and it’s spread far beyond just cars. Aerospace, electronics, medical devices, and a whole pile of other industries have picked it up, because the underlying logic holds up wherever you need dependable, repeatable quality.
The easiest way to think about APQP? It’s a roadmap. It steers a team from the first flicker of a product idea all the way to a rock-solid, validated production process that keeps churning out exactly what the customer asked for.
For anyone buried in bulk product sourcing from China, spotting whether a supplier actually uses APQP tells you a ton about how seriously they treat quality planning.
Why APQP Matters
Alright, so why go to all this trouble? Couldn’t you just slap the thing together and patch problems as they crop up? Sure, you could. But that approach gets eye-wateringly expensive, fast.
Catches problems early:
Squash a flaw during the design phase and it costs you pennies. Try to fix that same flaw after production’s already rolling and you’re looking at a small fortune. APQP shoves all the problem-solving up front, where it’s cheapest and least painful.
Reduces risk:
By methodically chewing through what could go sideways before it actually does, you slash the chances of nasty surprises later. Fewer defects, fewer recalls, way fewer fires to stamp out.
Improves communication:
APQP basically forces everyone, design, engineering, production, suppliers, to start talking early and stay on the same page. No more departments hiding in their own silos and butting heads down the line.
Saves money:
Less rework. Less scrap. Fewer warranty headaches. Smoother launches all around. Those savings pile up surprisingly quick over the life of a product.
Meets customer requirements:
The entire method spins around what the customer genuinely needs. So you’re far less likely to pour resources into building something that completely misses the mark.
Builds supplier confidence:
For buyers, a supplier who runs APQP is quietly broadcasting discipline and real capability. It’s a green flag worth noticing when you’re sizing up factories.
When you’ve got a China sourcing agent helping you out, asking whether a factory leans on APQP-style planning is a quick way to tell the buttoned-up operations apart from the chaotic ones.
The 5 Phases of APQP
Here’s the skeleton holding the whole thing up. APQP splits into five phases that flow one straight into the next. Every phase comes with its own inputs, outputs, and deliverables, and the rule of thumb is you don’t really push forward until the current one is locked down tight.
The five phases go like this:
- Plan and Define the Program
- Product Design and Development
- Process Design and Development
- Product and Process Validation
- Feedback, Assessment, and Corrective Action
Think of it like building a house. You wouldn’t just start hammering boards together at random and hope for the best. You plan it out, draw the blueprints, work out how you’ll actually construct the thing, test that it all holds together, then learn from the result so the next build goes smoother. APQP brings that exact same disciplined mindset to developing a product.
Let’s stroll through each phase so you can see how the pieces snap together.
Phase 1: Plan and Define
This is where the whole adventure kicks off. Before a single person designs anything, you nail down what you’re actually trying to build, and why you’re bothering.
What happens here:
You round up customer requirements, voice-of-the-customer data, market research, and the business goals driving the project. You spell out what the product has to do, who it’s meant for, and what winning actually looks like.
Key activities:
Locking in design goals, reliability targets, and quality objectives. Sketching out a preliminary bill of materials and a process flow. Flagging any special characteristics that’ll need extra babysitting later on.
Why it’s critical:
Botch this phase and everything downstream gets built on quicksand. Misread what the customer wants right now and you’ll go on to build the wrong thing flawlessly. This phase makes dead sure the whole team is aiming at the right target before anyone fires a shot.
What comes out the other side is a crisp set of goals and requirements that pours straight into the design phase. Basically, you’re picking your destination before you ever turn the key.
Phase 2: Product Design and Development
Now the product starts taking real shape. This phase grabs those goals from Phase 1 and turns them into an honest-to-goodness design.
What happens here:
Engineers cook up the design, knock out prototypes, and keep refining the product until it lines up with the requirements. The design crawls out of the concept stage and becomes something concrete you can actually build.
Key activities:
Running a Design FMEA (Failure Mode and Effects Analysis) to sniff out weak spots in the design. Design verification and reviews. Building and testing prototypes. Buttoning up engineering drawings and specs. Pinning down exactly what materials you’ll need.
Why it matters:
This is the stage where you design quality and reliability straight into the product, rather than crossing your fingers and hoping to inspect it in afterward. A sharp design thinks ahead about how the thing might fail and quietly engineers those risks out before they ever sniff the production floor.
By the time you’re done, you’ve got a validated design that’s genuinely ready to be manufactured. You know precisely what you’re building and you’ve put it through the wringer on paper and in prototype form.
For global sourcing of trickier products, this design phase is exactly where teaming up with capable suppliers really earns its keep.
Phase 3: Process Design and Development
A brilliant design is worthless if you can’t actually manufacture it the same way every single time. So this phase shifts the spotlight onto building the production process itself.
What happens here:
You design and develop the manufacturing process that’s going to crank out the product at scale, consistently, and without bleeding money on waste.
Key activities:
Process FMEA to track down where the manufacturing process might trip up. Drawing the process flow diagram. Putting together the control plan. Writing up work instructions. Mapping out packaging, plant layout, and the measurement systems you’ll lean on.
Why it’s essential:
You can design the most gorgeous product in the world, but if your process can’t reliably reproduce it, quality goes straight out the window. This phase makes certain the process can hit your quality targets every time, not just on the rare day the stars align.
The payoff is a fully mapped, documented manufacturing process that’s ready for validation. Everybody knows exactly how the product gets made and precisely how quality gets controlled at each and every step.
Phase 4: Product and Process Validation
Now comes the moment to actually prove the thing works. Planning and designing are wonderful, but here’s where you validate the real deal under real conditions.
What happens here:
You fire off a production trial, often called a significant production run, using the genuine process, the real tooling, and the actual people. Then you check, hard, whether what comes out meets every requirement on the list.
Key activities:
The production trial run itself. Measurement system analysis (MSA) to make sure your measurements can even be trusted. Process capability studies to prove the process is stable and genuinely capable. The PPAP, or Production Part Approval Process, where you hand over samples and documentation for the green light. And the final quality sign-offs.
Why it’s the moment of truth:
This is where all that lovely theory finally collides with reality. You confirm that the design and process, working hand in hand, actually pump out good parts at full production volume. If something’s off, this is where you want to catch it, well before you’ve committed to mass production.
According to the American Society for Quality, this validation stage is exactly what hands both supplier and customer the confidence that the product is genuinely ready to launch.
Stacking this validation alongside independent quality control inspections piles on an extra layer of reassurance before you commit to those big volume orders.
Phase 5: Feedback, Assessment, and Corrective Action
Product’s out the door, but APQP isn’t finished yet. The final phase is all about learning and getting better.
What happens here:
Once the product’s in full production and living out in the wild, you gather data on how it’s genuinely holding up and funnel those lessons right back into the system.
Key activities:
Keeping an eye on real-world performance and customer feedback. Tracking variation and squeezing it down over time. Sizing up whether your quality objectives are actually being hit. Kicking off corrective actions wherever problems rear their heads. And scooping up lessons learned to carry into future projects.
Why it completes the loop:
No product or process comes out perfect on the first swing. This phase turns hard-won real-world experience into genuine continuous improvement. Better yet, it makes your next development cycle smarter, because you’re not out there repeating the same old mistakes.
This is the closing of the loop that transforms APQP from a one-and-done checklist into a living, breathing system. The feedback you collect here flows right back into how you plan and design the next project down the road.
Core APQP Tools
APQP doesn’t pull this off solo. It leans hard on a set of supporting tools that do the real heavy lifting at different stages. Here are the big hitters worth knowing about:
FMEA (Failure Mode and Effects Analysis):
A systematic way of asking “what could go wrong here, how bad would it get, and how likely is it anyway?” It shows up in both design (DFMEA) and process (PFMEA). One of the most powerful risk tools you’ll ever pick up.
Control Plan:
A documented rundown of how each part and process gets controlled to keep quality on track. It lays out what gets measured, how often, and exactly what to do when something starts drifting out of spec.
PPAP (Production Part Approval Process):
The formal stack of documents and samples a supplier hands over to prove they can actually produce parts that meet every requirement. Passing PPAP is basically the green light to start production.
MSA (Measurement System Analysis):
Confirms that your measuring gear and methods are genuinely accurate and consistent. Because let’s be honest, if you can’t trust your measurements, you can’t trust a shred of your quality data.
SPC (Statistical Process Control):
Using statistics to watch and steer a process in real time. It catches variation before it morphs into an actual defect, keeping the whole process steady.
According to the Automotive Industry Action Group, these core tools form the backbone of modern quality planning right across manufacturing industries, not just the automotive world.
Put together, these tools drag APQP out of “nice idea” territory and into a practical, data-driven discipline. Each one props up specific phases and feeds reliable information straight into the decisions you make.
How to Apply APQP
Theory’s all well and good, but how do you actually get APQP working for you? Here’s the down-to-earth view.
Start with cross-functional teams:
APQP is absolutely not a one-person show. Pull in people from design, engineering, quality, production, and purchasing. Heck, even your key suppliers should be at the table early. That mix of perspectives catches problems no single department would ever spot on its own.
Follow the phase gates:
Treat each phase like a gate you’ve got to clear before you’re allowed through. Fight that itch to barrel ahead. Skipping steps to shave off time almost always comes back to bite you, and it bites expensive.
Document everything:
APQP runs on documentation, full stop. Goals, FMEAs, control plans, validation data. And no, this isn’t pointless busywork. It builds a traceable paper trail and quietly forces clear thinking at every stage.
Use the tools deliberately:
Don’t just go through the motions with your FMEAs or control plans. Treat them as actual thinking tools to drag real risks out into the open and deal with them.
Involve suppliers early:
If you’re sourcing components or whole products, get suppliers into the APQP process right from the start. Their take on manufacturability and process design is worth its weight in gold.
Keep the customer central:
Every single phase should loop back to customer requirements. If a decision doesn’t serve what the customer actually needs, that’s your cue to question it.
Don’t skip Phase 5:
The feedback loop is where all the long-term improvement quietly lives. Closing it out is what makes every future project stronger than the last.
As a buyer, you won’t necessarily run APQP yourself, but you can absolutely require or favor suppliers who do. A factory that follows APQP discipline is far more likely to hand you consistent, reliable products. So when you’re weighing up manufacturers during supplier negotiation and cost optimization, their use of structured quality planning is a powerful tell about how capable they really are.
Final Word on APQP
APQP might come across as dense industrial jargon, but honestly, the core idea is refreshingly down to earth. Plan for quality early, work through it methodically, and you’ll build better products with a whole lot fewer gut-punch surprises.
The five phases hand you a clear roadmap from idea to stable production. The supporting tools, FMEA, control plans, PPAP, MSA, and SPC, give you the practical muscle to actually pull it off. And that feedback loop tucked into Phase 5 makes the whole machine self-improving over time.
For manufacturers, embracing APQP discipline trims costs, beats back defects, smooths out product launches, and builds genuine credibility with customers. For buyers and sourcing folks, clocking APQP in a supplier is a strong sign you’re dealing with a serious, capable operation, not one that’s just winging it and hoping for the best.
And you don’t need to be some giant automaker to cash in on this thinking. The logic underneath it all, build quality in rather than trying to inspect it in after the fact, applies to nearly any product worth making well.
Plan early. Work the phases. Use the tools. Close the loop. Do that, and quality stops being one constant emergency after another and starts being something you genuinely have a grip on.
Want to work with suppliers who follow disciplined quality planning like APQP? Contact us to talk through your product and sourcing needs. Ready to vet manufacturers and lock in rigorous quality standards for your next product? Book a consultation and we’ll help you track down capable, quality-focused suppliers.